Taotut alumiiniosat, alustan osat ja lääketieteellinen tekniikka ovat vain muutamia aloja, joilla Krenhofia pidetään taonnan asiantuntijana. Yritys, jonka pääkonttori sijaitsee Kapfenbergissä Ylä-Styriassa, käsittelee vuosittain noin 3.000 tonnia alumiinia. Työ on vaikeaa, mutta siinä on erityisen ankarista työolosuhteista huolimatta hyödynnetty huipputeknisiä ratkaisuja ja automaatiota jo jonkin aikaa.
Modernin taontalaitoksen kehittyneet robotiikkaratkaisut
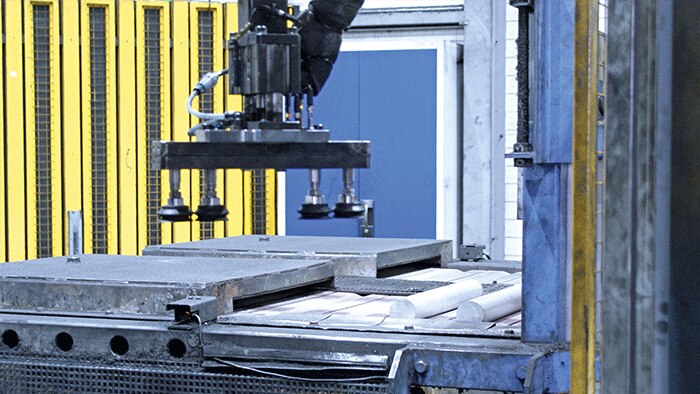
Suuri osa käsiteltävistä raaka-aineista on suuria ja raskaita kappaleita. Tämä koskee myös hiljattain modernisoitua takomolaitosta, jossa valmistetaan osia, jotka olisivat yksinkertaisesti liian raskaita työntekijöiden käsiteltäviksi. Tilanne edellytti siis kehittynyttä robotiikkaratkaisua. Krenhof Kapfenbergin tuotantopäällikkö Gernot Reiterer selittää asian näin: “Käsittelemme täällä tankomateriaalia, joka leikataan edellisessä työvaiheessa sirkkelillä ja kuljetetaan sitten ”Ameise”-trukeilla verkkolaatikoissa uunin lastausalueelle. Robotti poimii tankomateriaalin laatikosta ja asettaa sen uunin hihnalle. Haasteena tässä on tietenkin varmistaa, että robotti tietää tarkalleen, mihin sen on tartuttava.” Lisäksi laatikot, joissa alumiinitangot toimitetaan, on verhottu peltilevyllä prosessivarmuuden lisäämiseksi, sillä osat eivät saa jäädä jumiin.