Every amateur cook knows that you have to use the right oil and fat for optimum results. As well as having basic cooking skills, the cook needs to know that an oil bottle or packet of cooking fat actually contains what it says on the label. Florin, a company based in Muttenz, provides certainty in this regard thanks to vision sensors, photoelectric sensors and bar code readers from SICK.
The inspection solution at Florin is a key element of a special configuration concept that ensures user-friendliness even if products are frequently changed. The company relies on Inspector I40 vision sensors, W11 compact photoelectric sensors, and photoelectric fork sensors as part of the label dispenser systems, and also uses CLV620 bar code readers. 
No slips can occur when labeling these slippery customers
You cannot necessarily use the same fat for boiling, roasting, and frying because it might be better for one type of cooking than another. Oils can taste very different depending on the type of plant from which they originate. Allergy sufferers are extremely reliant on correct labeling because of the risk to their health. In addition, given that Florin produces so many different oil and fat varieties, it has to make sure they are correctly pictured and labeled for retailers so that they can display them properly. For all these reasons, the company cannot afford to make any slips during labeling, but must ensure maximum process reliability.
Diverse products call for a flexible inspection concept
Florin AG is the biggest manufacturer of vegetable fats in Switzerland. This independent, family-run Swiss company attaches great importance to ensuring first-rate quality - in terms of both products and processes. That is why Florin uses traditional production methods and takes care of the entire process itself, from receipt of the crops right through to the end product. Its customers include companies from the food service sector; bakeries; the retail trade; and the food, chemical, and pharmaceutical industries; as well as the animal feed industry. The sheer diversity of Florin products calls for a flexible inspection concept. Often, one or more images and labels have to be applied to the front and back depending on the type of oil and bottle. Each of these inspection situations has to be mastered individually. Up until now, the label inspections have always been performed very reliably by the company's employees - and there have not been any mix-ups. But ultimately, the stringent requirements for documented product safety and traceability can only be met by using automated system solutions, says Josef Bieri, an account manager at SICK in Stans. Consequently, the company began searching for a solution which - as well as being highly reliable - would offer user-friendliness despite the frequent product changes on the line every two to three hours.
Special sensor and configuration concept implemented with the help of SICK
For Florin, the core elements of the solution - aside from the various photoelectric fork sensors and compact photoelectric sensors that function as trigger sensors - are the numerous Inspector I40 vision sensors and bar code readers from the CLV620 product family. From Monday through Saturday, these are able to master any inspection situation that arises during any of the three shifts. Bottles that only have an image on the front are inspected by an Inspector I40 while those with an EAN bar code inside the image are identified by a CLV620. And when an image is applied to the front of the bottle and a bar code label to the back, both sensors come into play: the Inspector I40 handles the image and the CLV620 takes care of the EAN code. 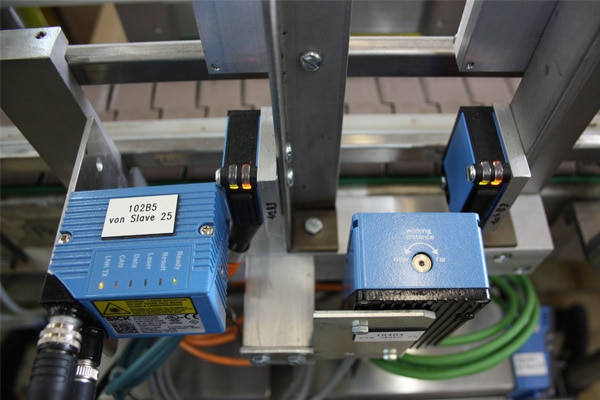 So that the images can be detected correctly, Florin and SICK have devised a special configuration solution called the Viewer. The product-specific configuration data is uploaded to the vision sensors by the Viewer instead of from a PLC or SAP. To enable this, a reference image is taught-in for each new product via the Inspector I40 and saved in the Viewer. As a one-off procedure, the device file for this product is then exported to the Viewer from the master control, where it is linked to the image, and - as a final step - stored together with the relevant product name and item number. This allows the machine operator to upload the device file for the relevant order to the vision sensor via the Viewer really easily and then run the file. Incorrect images generate a cut-off signal so that the affected units can be ejected. The same happens with defective bar codes. In setup mode, which is triggered once following each product change, the EAN code is sent from the SAP enterprise resource planning system to the PLC. From here, it is forwarded to various scanners on the relevant production line. Once the system is operating in production mode, the SICK scanners carry out a data/EAN code comparison. In this way, any labeling non-conformities can be detected promptly.
So that the images can be detected correctly, Florin and SICK have devised a special configuration solution called the Viewer. The product-specific configuration data is uploaded to the vision sensors by the Viewer instead of from a PLC or SAP. To enable this, a reference image is taught-in for each new product via the Inspector I40 and saved in the Viewer. As a one-off procedure, the device file for this product is then exported to the Viewer from the master control, where it is linked to the image, and - as a final step - stored together with the relevant product name and item number. This allows the machine operator to upload the device file for the relevant order to the vision sensor via the Viewer really easily and then run the file. Incorrect images generate a cut-off signal so that the affected units can be ejected. The same happens with defective bar codes. In setup mode, which is triggered once following each product change, the EAN code is sent from the SAP enterprise resource planning system to the PLC. From here, it is forwarded to various scanners on the relevant production line. Once the system is operating in production mode, the SICK scanners carry out a data/EAN code comparison. In this way, any labeling non-conformities can be detected promptly.
- Product Information:2D vision Inspector I40, bar code scanner CLV 620, photoelectric sensor W11
- Customer Information: Florin AG

