The future is now. In the production of chemicals, modern sensors are increasingly used to improve and elaborate automation, even outside the core processes. Besides efficiency gains, a heightened awareness of safety and steady reduction of human resources play a role in this context. The main area of focus is on the coordination of material flows, with real-time adjustment to current requirements, in the areas of supply, packaging, storage and disposal. Intelligent and highly interlinked sensors provide the framework for successful business operations. SICK regards this as another area in which intelligent sensors can be used to great advantage.

Process efficiency begins with the logistics: Whereas the focus in the past has mostly been on the core processes used to manufacture a product, today it is recognized that there is a significant degree of automation potential across the entire logistics chain. This is where SICK, as an established industry partner, can help, because sensor solutions for factory and logistics automation can also be applied to the process world.
Intelligent sensors provide the framework
From the detection and registration of delivery vehicles and materials through to packaging, the intelligent SICK sensors deliver the necessary data for perfect synchronization of the production process. SICK sensors can also protect hazardous zones or monitor restricted access areas. The range of possible applications relating to the delivery or dispatch of raw materials and finished products are supplemented by a wide variety of sensor applications in the area of truck and train positioning, or maneuvering safety in general. Collision awareness is an important issue not only in loading stations, but also for all maneuvering activities within the factory gates.
Mobile platforms and automated guided vehicles of various sizes can work together safely and without accidents thanks to the 2D and 3D line guidance and collision protection solutions from SICK. Manned forklift trucks, too, can be equipped with driver assistance systems such as safety laser scanners or vision cameras to prevent accidents.

An additional goal is to reduce the workload on staff by providing information that they can use directly. Intelligent sensors are thus becoming important sources of assistance for those employees who find themselves taking on more and more responsibility due to the increasing complexity of the technologies used in the field.
The range of possible applications outside the production area includes the packaging of the finished products, for which SICK offers a variety of optical sensors, along with camera-based and RFID solutions for track and trace purposes. SICK sensors can therefore also be employed at the end of the local value chain, thereby providing a complete overview of the process.
Link to Industry 4.0
Since the company was founded over 70 years ago, SICK has specialized in the optimization of automated processes by means of increasingly intelligent sensors. Interconnected automation is at the heart of, and a prerequisite for, Industry 4.0 production processes. To enable communication and cooperation, the sensors need to deliver a wide range of data or information. An important aspect is predictive maintenance, because unplanned downtime due to a defect usually results in high costs.
Automation solutions from SICK provide many opportunities to effectively support customers on their path to meet the challenges of the fourth industrial revolution.
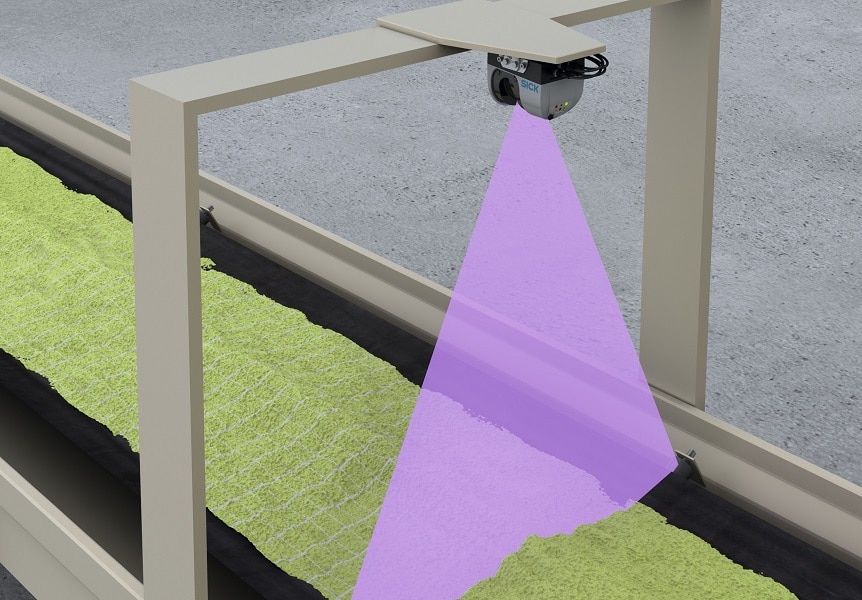
Material transport on conveyor belts: non-contact volume flow measurement
The Bulkscan® LMS511 accurately measures the volume flow of bulk materials regardless of weather conditions, and delivers information for the precise control of raw material quantities in production.


