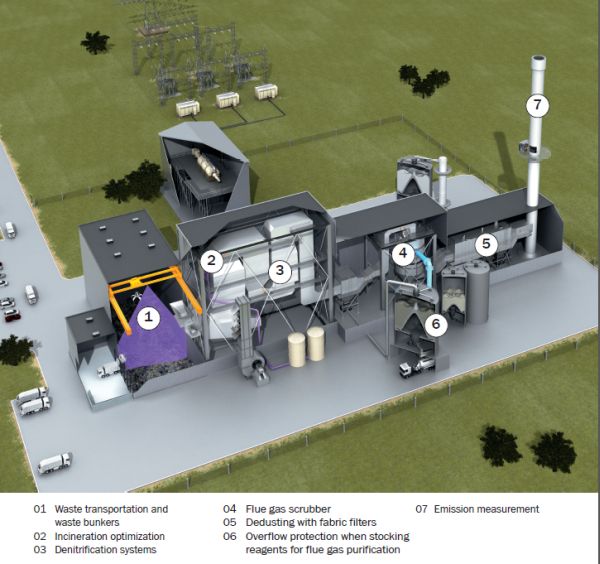
In every combustion process, the technology used to measure gas concentration plays an important role in securing significant and sustainable reductions in pollutant emissions. In industrial waste incineration, SICK monitors exhaust gas concentration levels throughout the entire process, from gas cleaning through release via the chimney.

The increasing shortage of landfill sites in urban centers is causing a boom in the industrial waste incineration market, in particular in the rapidly growing emerging countries of the world. Waste incineration is not a recent invention. The first waste incineration plant, the Destructor, opened back in 1874 in the UK city of Nottingham. Since then, both the technology and environmental awareness have come a long way. What percentage is dust, how much is accounted for by dirt particles, what are the different gas concentrations in exhaust gas? Both the authorities and the population expect answers to these questions.
Before clean emissions can be released at the end of the process, smoke gases must first undergo dedusting and subsequent washing. Both wet scrubbing systems as well as dry scrubbers are ideally suited for reducing hydrogen chloride, mercury, and sulfur dioxide concentrations. It is important that the defined pollutants do not exceed the permissible limit values set out in the European Waste Incineration Directive 2000/76/ EC. Therefore, even as early as the planning stage of combustion plants, it is vital to select not only the right process but also the right measuring system, so that pollutant concentrations upstream of the scrubber can be recorded with certainty. Along with a small number of organic gas components, mercury poses the greatest toxic risk. The lower the levels of concentration, the further apart the inspection cycles can be scheduled in a waste incineration plant (with inspection intervals increasing from six months up to a year, for example). But this is just one advantage of continuous monitoring. If concentration levels are measured, the use of the absorbents necessary for the scrubber can be controlled. Using exactly the right quantities of lime slurry or bicarbonate saves operators money. Everyone in the sector agrees that the MCS300P HW process gas analyzer system from SICK has become an integral part of this method of measuring process gas. ROI can be achieved within one year.
Up close with process gas
The MCS300P HW is a multi-component analyzer system which records components with variable measuring ranges from just a few ppm to high volume % concentrations within 30 seconds. It can even measure SO2 and HCl simultaneously between 500 and 2,000 mg and higher. The exhaust gas is continuously sampled via a sampling probe with a heated filter before being fed through a heated measuring gas line to the analyzer, which itself includes a heated gas cell. The original composition including water content is retained (above the acid dew point). As a result, the risk of corrosion due to condensation is eliminated. The MCS300P HW sends its signals to the process controller so that the exhaust gas scrubber settings can be optimized. This is good to know for loading grates in the event of unknown waste material composition.

Topped off with the measurement of emissions
SICK measures and computes gas and dust components directly at the chimney according to 2000/76/EC (including volume flow, temperature, and pressure). The MCS100FT FTIR analyzer system is popular precisely because of its very reliable measuring technology. Easy and convenient to operate, its maintenance requirements are minimal. The DUSTHUNTER SB100 is a highly reliable scattered light dust measuring device which uses the light scattering measurement principle to detect very low to medium levels of dust concentration. Volume flow also has to be measured to gauge the quantity of pollutants. The ultrasonic technology of the FLOWSIC100 volume flow measuring device takes integral measurements across the entire diameter of the chimney and is thus able to return representative measurement results for the volume flow. More than 30 years of experience in spectroscopic emissions measurement and well in excess of 2,000 installed systems speak for themselves. To further reinforce the safety aspect, more and more measurement systems are being designed with redundancy to exclude the possibility of breakdowns. For continuous monitoring of the prescribed limit values, secured measured value recording and data evaluation to document half-hourly and average daily values are mandatory requirements. These values are forwarded directly to the authorities. After all, data is only valuable if it is validated and complete.
- Product information: MCS300P process gas analyzer system, MCS100FT FTIR analyzer system, DUSTHUNTER SB100 scattered light dust measuring devices, FLOWSIC100 volume flow measuring device
- Product portfolio: process solutions, CEMS solutions, scattered light dust measuring devices, gas flow measuring devices

