OEE and IIoT are on everyone's lips. But what do these terms mean and how do they relate to each other?
OEE (Overall Equipment Effectiveness) and IIoT (Industrial Internet of Things)
Mar 31, 2022
OEE stands for Overall Equipment Effectiveness and IIoT for "Industrial Internet of Things",
The KPI OEE (Overall Equipment Effectiveness) answers the question "How effectively is my plant operating?".
Three factors are used for the calculation:
- Availability
- Quality
- Performance
Availability indicates how much of the planned time is actually spent in productive operation. Performance shows how many pieces were actually produced in relation to the planned number. The quality tells how many parts in relation to the total production quantity have passed the quality control. If this data is recorded with the appropriate sensors and the three factors are multiplied, the result is the OEE. So far so good - but where is the special feature and the reference to IIot now?
IIoT (Industrial Internet of Things) comprises the networking of devices in an industrial environment. In practice, this means that sensors are connected to a PLC via an IO-Link master (corresponding to a digital I/O module in classic controllers) so that the PLC can control and regulate the process accordingly with the help of the sensor data. By means of REST API - an interface supported by the IO-Link master - requests from the network can be responded to. Thus, the "IIoT aspect" is fulfilled. The request looks like a classic URL and specifies which data is to be queried or written. The response is a text object in so-called JSON format, which contains the desired information in plain text.
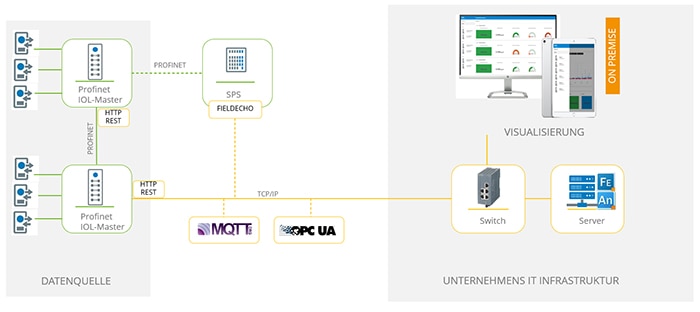
Demonstration by means of a practical example
In our example, this means that the IO-Link master communicates with the PLC as usual via Profinet, but can also be integrated into another network via a switch, for example. Thus, on the one hand, the PLC can exchange its data undisturbed, and on the other hand, the sensor data can also be retrieved by other devices within the network via the REST API. For example, an ERP system, a visualization software, or a program for calculating the OEE. This has the advantage that the PLC is not involved in the data transfer. In terms of determining the OEE in a plant, this means that a computer system can query the sensor data directly via the IO-Link master instead of taking the laborious route via the PLC. Likewise, it means that a PLC is not necessary for an OEE determination. For example, if there are no sensors in the existing system that can measure availability, quality or performance, then these can be retrofitted via an IO-Link master without having to connect it to the PLC at all. This is a particular advantage when dealing with an old system that either has no PLC or the motto "never change a running system" applies.
Software tool for better accessibility and transparency of IO-Link data
In large plants, it can also be helpful to use a tool such as Field Echo from SICK. This software is installed on a computer that is located in the same network as the PLC. All that needs to be done is to call up a single function block from the PLC, then in one fell swoop the sensor data of all IO-Link sensors (manufacturer-independent) that are connected to the PLC can be read out via the network. The computer on which Field Echo is installed can also provide a REST API and thus make sensor data available for an OEE evaluation or other purposes.
In addition to OEE calculation, this networking offers many other possibilities, especially with regard to maintenance and servicing. Just like data for an OEE calculation, data showing the status of the sensors and actuators can also be queried via the REST API. This is where the advantage of IO-Link devices comes into its own; they no longer just provide a switching signal, but also, for example, measured values, settings, ... and even diagnostic data.
Example filling plant
Let's take a filling plant as an example. Reflection light barriers are often used here to detect transparent bottles. These sensors are taught-in to a reflector and must detect whether or not there is a bottle between the sensor and the reflector based on the slightest differences in light attenuation. If dust accumulates on the reflector over time, the sensor will switch incorrectly at some point. For sensors with classic switching output, the contamination is not detected until it switches permanently. The same sensor with IO-Link provides a so-called quality-of-run value, which is calculated internally in the sensor and provides an indicator of how good the process quality is and whether cleaning is necessary. This allows an early and proactive response, without misbehavior or unplanned downtime.
However, not only prepared sensor values can be used, there are no limits to creativity. If one identifies sensors or measuring points in a plant, whose data, set in relation to each other, provide information about the state of the plant, these can be obtained and evaluated easily and independently of the PLC via the network. Due to this independence from the PLC it is also possible for old plants. If, for example, several actuators are synchronized via a chain, a change in the timing behavior can be used to infer chain elongation, for example. By detecting and counting marks on a belt and its drive roller, slippage can be detected.
Conclusion
The diverse networking of industrial devices has the potential to link data in a simple way to obtain additional information in an uncomplicated way and with little development effort. Be it a simple product count for statistics, or a solution for predictive maintenance.
Do you find this as exciting as we do? Then contact us, we will be happy to support you!


I want to stay up to date and regularly be informed about new articles!

David Pescha
System Solution Engineering & Digitalization